In aircraft maintenance, tool control is not only a storage issue. MRO teams need to know which tools are available, which tools are in use, which tools have moved, and which tools are missing before work continues. That visibility supports tool accountability, inventory control, and FOD prevention workflows.
Avianor’s RFID tool control project was designed around the way tools move inside the hangar. Some tools are stored in cabinets and cribs. Some are managed through other storage methods, including shadow boards. Larger tools are stored in open areas and require portal-based movement confirmation. The system combines RFID-tagged tools, storage read zones, fixed readers, antennas, portal read zones, and Avianor’s software environment.
Avianor is a Canadian aerospace MRO and aircraft interiors specialist with more than 30 years of experience across commercial and military aircraft maintenance, airframe MRO, completions, and cabin solutions. Its teams support heavy maintenance checks, post-delivery modifications, aircraft upgrades, and interior programs for airlines, lessors, integrators, and OEMs.
Xerafy provides the RFID tagging layer for tool-level identification. Xerafy-authorized partner Anantics supported the project with RFID reader infrastructure. Avianor’s software environment connects RFID events to tool assignment, check-in/check-out, and reporting workflows.
Aerospace MRO Tool Control Requires Visibility Across the Hangar
Avianor’s tool control workflow supports maintenance activity across four aircraft positions in the hangar, with services separated between two bays. Tool storage needs to stay close to the work areas so technicians can access tools without creating unnecessary movement across the facility.
This makes tool control a zone-based workflow. Avianor needs RFID visibility for tools stored in controlled storage units, larger tools stored in open areas, and tools moving in and out of controlled spaces.
The storage model is distributed around the aircraft work zones. Instead of relying only on one centralized tool room, Avianor structures tool access around the maintenance workflow. This supports independent tool access for different aircraft positions while improving visibility over tool movement and inventory status.
That distinction matters in aerospace MRO. A smart cabinet controls the tools inside it. It does not automatically confirm movement for larger tools, tools in open storage, tools on shadow boards, or tools passing through access points. Avianor’s approach combines cabinet and crib storage with portal read zones to extend visibility across the hangar workflow.
Tool Segmentation Before RFID Tagging
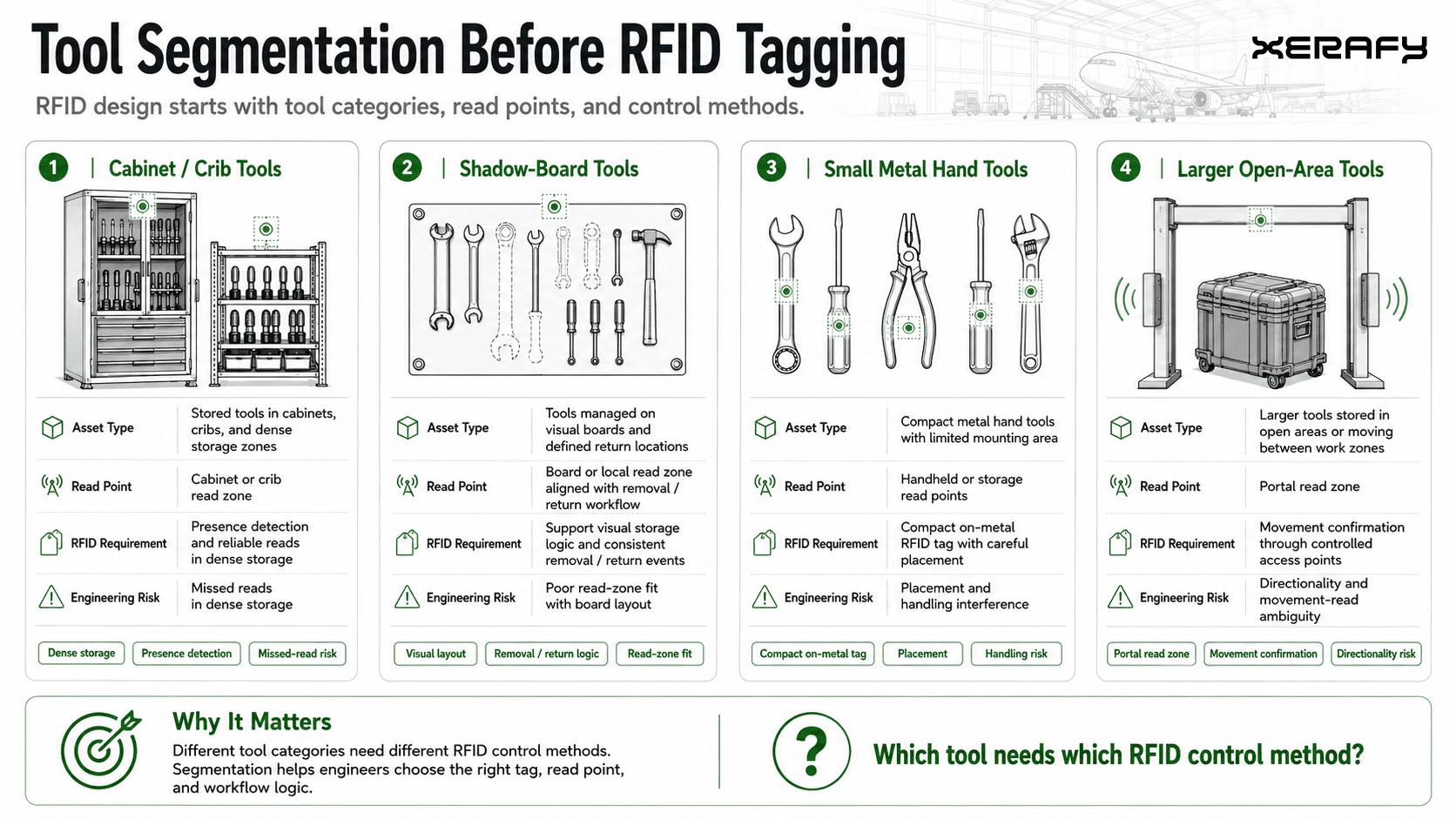
Aerospace MRO tool tracking starts with asset segmentation before tag selection.
Stored tools can be managed through cabinets and cribs. Shadow-board tools need a different control method because visibility depends on the storage layout and the way technicians remove or return each item. Larger tools stored in open areas require movement confirmation through portals. Small metal tools require compact RFID tags that do not interfere with grip, fit, calibration, or daily use.
This segmentation defines the RFID design.
Cabinet and crib tools need reliable reads in dense storage. Small hand tools need compact on-metal RFID tags. Larger tools need tags that can be detected through portal read zones. Open-area tools need movement confirmation, not only inventory status. ERP-connected workflows need clean event logic so each RFID read becomes a useful tool assignment or movement record.
Without this segmentation, tool tracking projects can fail at scale. The wrong tag may be selected for the tool surface. The read zone may not match the workflow. The software may capture reads but fail to convert them into useful tool status.
Avianor’s workflow follows the asset categories instead of forcing every tool into the same storage and read model.
The Tracking Challenge: Stored Tools, Larger Tools, and Real-Time Visibility
Avianor’s RFID tool control workflow is built around three requirements.
- First, tools stored in cabinets and cribs need reliable inventory visibility. MRO teams need to know whether a tool is present, removed, returned, or missing.
- Second, larger tools need movement tracking outside cabinet-based storage. These tools are stored in open areas and require portal read zones to confirm movement through controlled access points.
- Third, inventory checks need to become faster and more reliable. Aerospace MRO teams cannot depend only on visual checks, manual lists, or one-by-one barcode scans when tools are stored across different zones and used by multiple technicians.
The challenge is not simply choosing an RFID tag. The challenge is creating a tool control model that matches how MRO tools are stored, handled, counted, checked out, returned, and moved.
In aerospace MRO, these gaps affect more than efficiency. Missing or misplaced tools create search time, process delays, and FOD risk. RFID provides the identification layer needed to detect tool presence, record tool movement, and improve inventory confidence.
Why RFID Fits the Avianor Workflow
RFID fits the Avianor workflow because the project requires item-level identification across multiple physical control points.
Inside cabinets and cribs, RFID supports inventory checks for stored tools. Each tagged tool can be identified as present, removed, returned, or missing, depending on the read-zone design and software event logic.
For larger tools, portal read zones capture movement events when tools pass through controlled access points. In Avianor’s workflow, the portal acts as a secondary confirmation layer. Technicians register tools during checkout, while the portal confirms tools moving out or returning through a defined area.
For inventory, RFID reduces dependence on line-of-sight scanning. Unlike barcodes, RFID does not require each asset ID to be visually located and scanned one at a time. That matters when tools are stored densely, handled repeatedly, or moved between aircraft work zones.
RFID does not create compliance by itself. It supports the identification and event data layer that MRO teams use for tool accountability, inspection workflows, calibration records, and audit readiness.
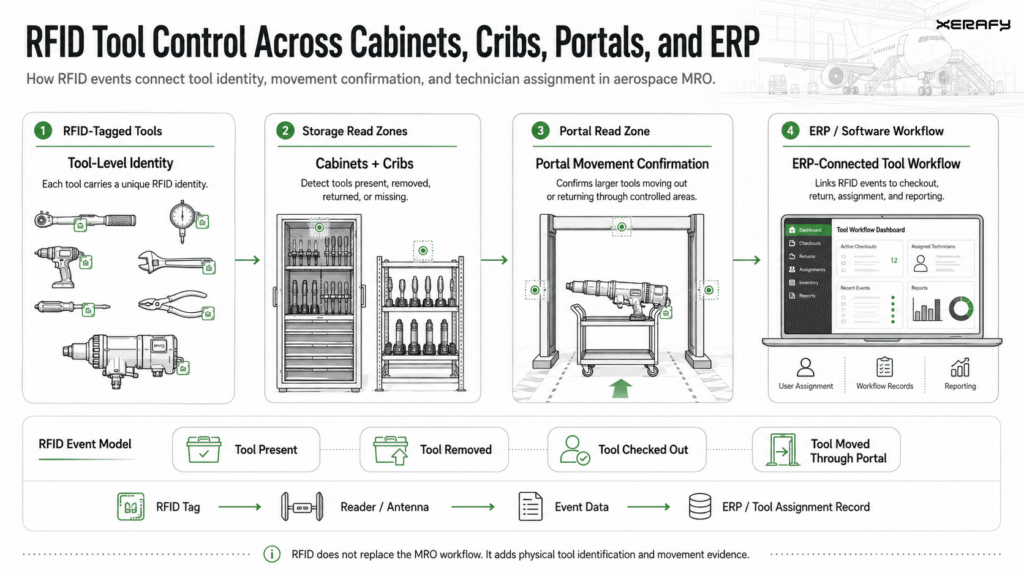
RFID Event Model: From Tool Identity to Tool Accountability
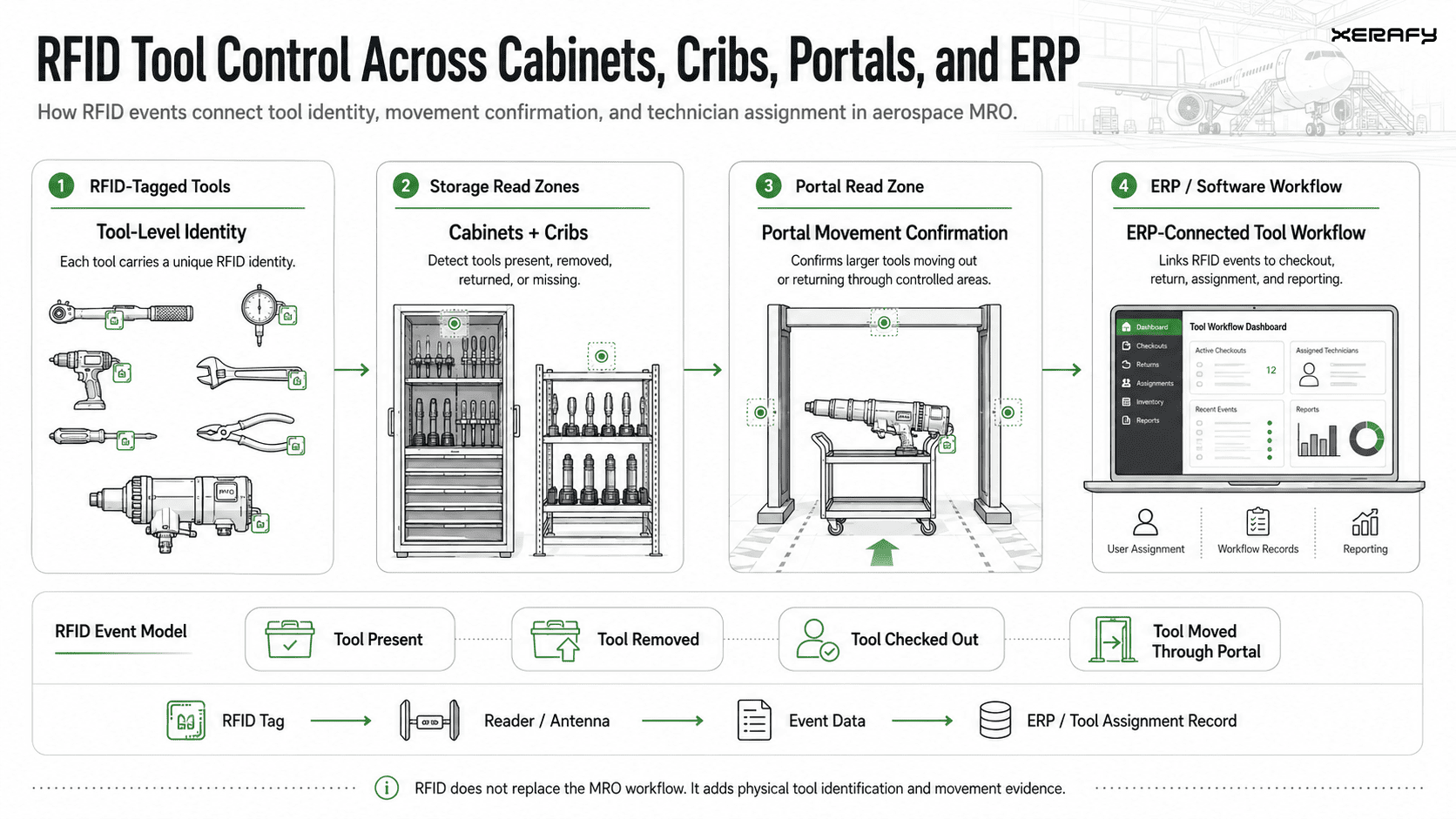
Avianor’s workflow separates physical identification from operational assignment.
Each RFID-tagged tool carries a unique identity. Cabinet and crib read zones detect whether stored tools are present or missing. Portal read zones detect movement through controlled access points. The software environment connects those read events to tool assignment, checkout, return, and reporting records.
The system is designed around four event types.
- A tool present event confirms that the tool is detected in its expected storage location.
- A tool removed event shows that the tool is no longer detected in the cabinet, crib, or assigned storage area.
- A tool checked out event links the tool to a technician or work context through the operating workflow.
- A tool moved through portal event confirms that the tool passed through a controlled access point when leaving or returning.
This matters because tool control failures often happen between the administrative record and the physical movement of the tool. A technician may check out a tool, but the tool still needs to be confirmed as leaving the controlled area. A tool may return through a portal, but the system still needs to reconcile that movement with the checkout record.
RFID gives the workflow physical evidence. The ERP or software environment gives the workflow assignment logic. Together, they support a clearer view of who has the tool, where it moved, and whether it returned to the expected control point.
How the Tool Checkout Workflow Works
Avianor’s RFID workflow separates tool assignment from movement confirmation.
Technicians check tools out through the operating workflow. The software environment records who retrieved the tool and links that tool to the assignment record. Cabinet and crib read zones maintain inventory visibility for stored tools. Portal read zones add a second control point by confirming when larger tools move out of or back into controlled areas.
This structure reduces gaps between the administrative checkout record and the physical movement of the tool. It also supports a more practical MRO workflow because not every tool can be managed inside a cabinet.
Tool assignment records who is taking the tool. The ERP environment links the tool to the user or work context. RFID read points capture tool presence or movement across storage units and portals. The software environment turns those reads into inventory status, movement confirmation, and tool management reporting.
RFID does not replace the maintenance workflow. It strengthens the workflow by adding physical tool identification and movement evidence.
Xerafy RFID Tags for MRO Tool Identification
Xerafy provides the RFID tagging layer for the Avianor tool control workflow.
For aerospace MRO, tag selection depends on tool material, available mounting area, handling conditions, read distance, storage density, and the way each tool is used. A tag that fits a large metal tool may not fit a small hand tool. A label that works on a flat surface may not survive repeated handling or tight clearances.
The Avianor workflow requires RFID tags that support tool-level identification across cabinet, crib, and portal read zones.
Key selection factors include on-metal RFID performance, compact form factor, durability for repeated handling, read performance across different read zones, compatibility with Avianor’s software and data structure, practical attachment for real tool use, and scalability from a few hundred tagged tools to larger tool populations.
This is why tool tracking is not a single-tag application. It requires RFID tag formats matched to different tool sizes, surfaces, storage models, and read environments.

ERP-Led Tool Assignment and Check-In / Check-Out
Avianor’s software requirement was clear: RFID events needed to support tool assignment and check-in/check-out records through the company’s ERP environment.
The goal was not to create a separate tool management database outside the existing process. Avianor needed RFID reader data, storage-unit events, and portal movement events to support tool assignment, in/out tracking, and tool management reporting.
This keeps the software architecture practical. RFID infrastructure captures tool events. The ERP environment remains the system of record for who retrieved the tool, where it was assigned, and how the tool control workflow is reported.
That approach reduces operational friction. Technicians and managers can keep working through the process that already governs tool assignment and reporting, while RFID adds stronger physical evidence for tool presence and movement.
Engineering Lessons for Aerospace MRO Tool Tracking
The Avianor project highlights four practical design rules for RFID tool control.
- First, do not design the system around one storage model. Cabinets, cribs, shadow boards, and open-area tools need different RFID control points.
- Second, separate checkout from movement confirmation. The checkout record shows who assigned the tool. The portal read confirms physical movement.
- Third, define the ERP role early. If the ERP remains the system of record, RFID infrastructure should feed clean events into that workflow rather than create a parallel database.
- Fourth, validate tag placement before scale-up. Tool material, mounting area, handling, metal interference, and read-zone geometry all affect RFID performance.
These rules are especially important in aerospace MRO because tools vary in size, material, storage method, and operational criticality. A reliable tool control workflow depends on matching the tag, read zone, and software event to the way each tool is actually used.
Results and Benefits
Avianor’s RFID tool control workflow gives the MRO team a more structured way to manage tools across aircraft work zones.
Cabinet and crib reads improve visibility for stored tools. Portal reads add movement confirmation for larger tools stored outside cabinets. ERP-connected records link tool identity to technician assignment, checkout, return, and reporting workflows.
The result is a tool control model that supports three operational needs: knowing which tools are available, knowing which tools have moved, and connecting tool movement to the person or workflow responsible for the tool.
For aerospace MRO teams, this improves the foundation for tool accountability, inventory confidence, audit readiness, and FOD prevention workflows.
Product Fit and Related Xerafy Solutions
For MRO tool tracking, Xerafy helps match RFID tag formats to the tool, surface, read environment, and workflow.
Small metal tools, large tools, toolboxes, cribs, and portal read zones often require different tag formats. The goal is to create reliable identification without changing how technicians use the tools.
Relevant Xerafy product categories for this workflow include:
> compact rugged RFID tags for small tools
> on-metal RFID labels for flat metal surfaces
> rugged tags for larger tools and equipment
> long-range RFID tags for portal-based movement tracking
> printable or serialized RFID labels where human-readable IDs or barcodes are required
This fit logic is important for aerospace MRO buyers. The deployment is not only about selecting an RFID tag. It is about matching each tool category to the right tag format, read point, and software event.